



Unser zukünftiger Auszubildender Vadim Zaprometov konnte es bis zum Ausbildungsstart nicht abwarten und unterstützt uns bereits jetzt im Rahmen eines Praktikums.
Schuessler Team
Ausbildungsbetrieb
Auch im Jahr 2022 bilden wir wieder aus! Wir bieten als IHK-zertifizierter Ausbildungsbetrieb eine qualifizierte und vielseitige Ausbildung an.
Alles was gut ist bleibt
Nach erfolgreich abgeschlossener Ausbildung wird unser Sven Schmidtlein weiterhin im Support und der Anwendungsprogrammierung in unserem Team seinen Beitrag leisten.
Verstärkung unseres Teams ab dem 01.11.2021
Seit dem 01.11.2021 freuen wir uns darüber, dass unser Team wieder durch Siegrit Ebentheuer ergänzt wird.
Verstärkung unseres Teams ab dem 01.09.2019
Seit dem 01.09.2019 absolviert Herr Sven Schmidtlein seine Ausbildung in unserem Haus.
Verstärkung unseres Teams ab dem 01.07.2019
Seit dem 01.07.2019 absolviert Herr Jason Tyson Parker ein Praktikum in unserem Haus. Im Anschluss daran beginnt er seine Ausbildung bei uns.
erweiterte Automatisierung
Mit diesem Tool können verschiedenste Prozesse auf automatisiert werden.
erweiterte Disposition
Im Standard kann damit unsere erweiterte Disposition konfiguriert werden. Mit dieser wird automatisiert die Disposition von Artikeln, die dispositiv verändert wurden, neu berechnet und aktualisiert.
per Customizing erweiterbar
Die Funktion kann über einfache Customizing-Eingriffe beliebig erweitert werden.
Fertigungsübersichten – Monitoring
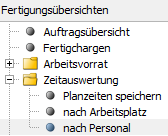
Häufig gibt es die Anforderung zur Auswertung von Plan- und Ist-Zeiten in der Fertigung sowie der Anwesenheits- und Produktivzeiten.
Planzeiten speichern
Da durch die kontinuierliche Planung oder auch den Einsatz des Leitstandes die Planzahlen immer wieder angepasst werden und somit prinzipiell keine Rückstände ersichtlich sind, muss der Planungszustand eingefroren werden.
Diese Funktion sollte nach Abschluss der Planung für eine Woche ausgeführt werden. Beim Ausführen der Funktion werden die für eingegebene Woche geplanten Aufträge gespeichert.
Auswertungen
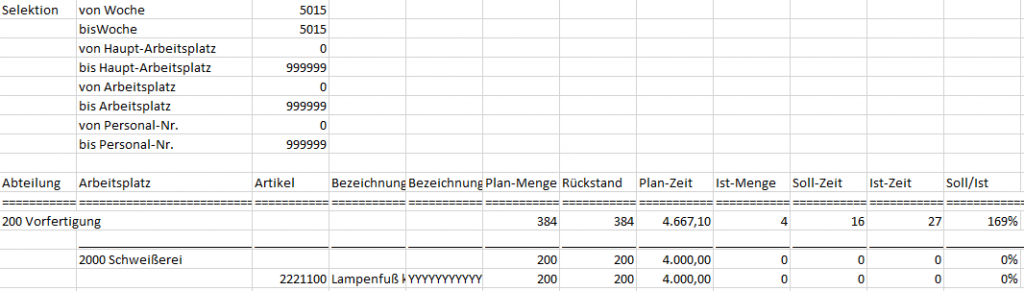
Selektion
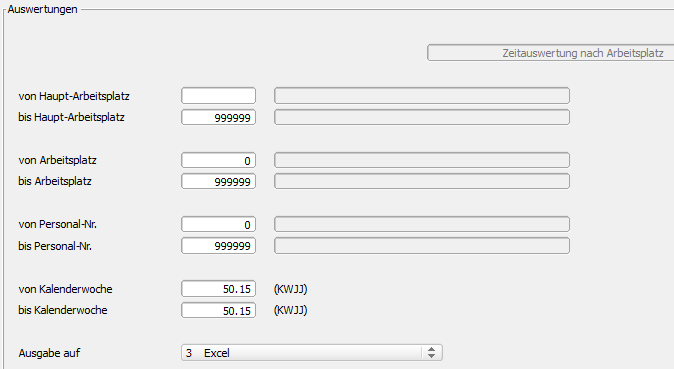
Für diese Selektion werden die gespeicherten Planzeiten den tatsächlichen Rückmeldungen gegenübergestellt.
Die Auswertung erfolgt jeweils in einer CSV-Datei, die nach dem Erstellen direkt geöffnet wird.
nach Arbeitsplatz
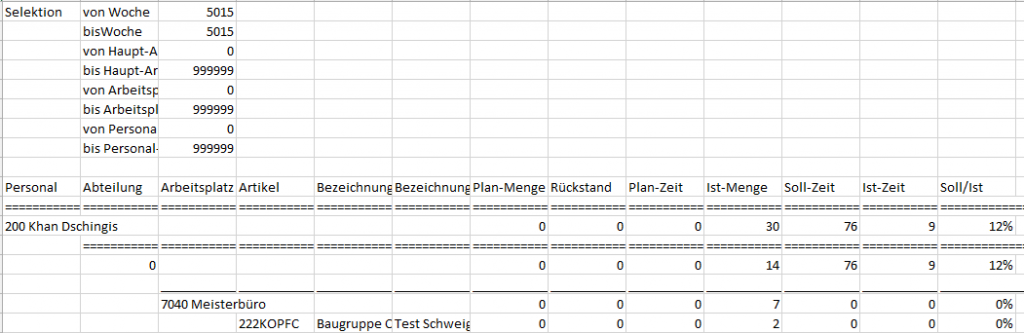
nach Personal
Erläuterung
Im Kopfbereich wird die verwendete Selektion ausgegeben.
Felder
- Personal – In der Gruppierungszeile für die Personal-Nr. werden die Personal-Nr. und der Name angezeigt.
- Abteilung – In der Gruppierungszeile für den Hauptarbeitsplatz werden die Arbeitsplatz-Nr. und die Bezeichnung angezeigt.
- Arbeitsplatz – In der Gruppierungszeile für den Arbeitsplatz wird die Arbeitsplatz-Nr. und die Bezecihnung angezeigt.
- Artikel – In der Artikelzeile wird die Artikel-Nr. angezeigt.
- Bezeichnung 1 – Bezeichnung 1 des Artikels in der Artikelzeile
- Bezeichnung 2 – Bezeichnung 2 des Artikels in der Artikelzeile
- Plan-Menge – Die ursprünglich geplante Menge wird hier ausgewiesen.
- Rückstand – Es wird geprüft, ob die ursprünglich geplanten Aufträgen gemeldet wurden. Die nicht gemeldeten Auftragsmengen in der entsprechenden Woche werden hier als Rückstand ausgewiesen.
- Plan-Zeit – Die ursprünglich geplante Zeit wird hier ausgewiesen.
- Ist-Menge – Die tatsächlich zurückgemeldete Menge in dieser Woche wird angezeigt.
- Soll-Zeit – Die für die gemeldete Ist-Menge vorgegebene Zeit.
- Ist-Zeit – Die tatsächlich gemeldete Ist-Zeit in dieser Woche.
- Soll/Ist – Kennzahl ob für die gemeldete Ist-Menge die Soll-Zeit eingehalten oder über-/unterschritten wurde.
Gruppierung
- Personal-Nr.
- Hauptarbeitsplatz
- Arbeitsplatz
- Artikel
Summen
- Plan-Menge
- Rückstand
- Plan-Zeit
- Ist-Menge
- Soll-Zeit
- Ist-Zeit
- Soll/Ist
Auftragseinplanung – aus Fertigungsauftrag
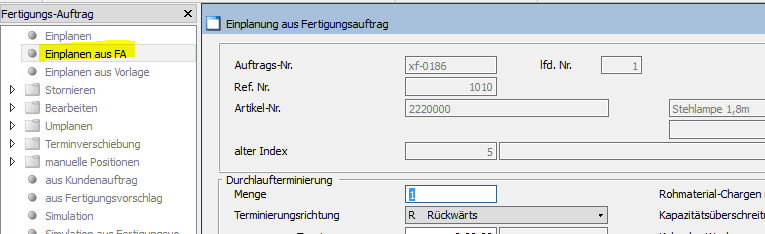
Häufig ist es eine Arbeitserleichterung, wenn ein Fertigungsauftrag aus einem bereits vorhandenen Auftrag erstellt werden kann.
Details
Bei dieser Funktion kann ein vorhandener Fertigungsauftrag ausgewählt werden. Auf der Basis dieses Fertigungsauftrages wird eine temporäre Stückliste erstellt. Diese erhält den Stücklistentyp „A“.
Die temporäre Stückliste ist notwendig, damit im späteren Prozess Umplanungen etc. ohne Einschränkungen möglich sind. Nachdem der Fertigungsauftrag komplett gemeldet wurde, wird dieser temporäre Stückliste wieder gelöscht.
Auftragseinplanung – Scheinstücklisten
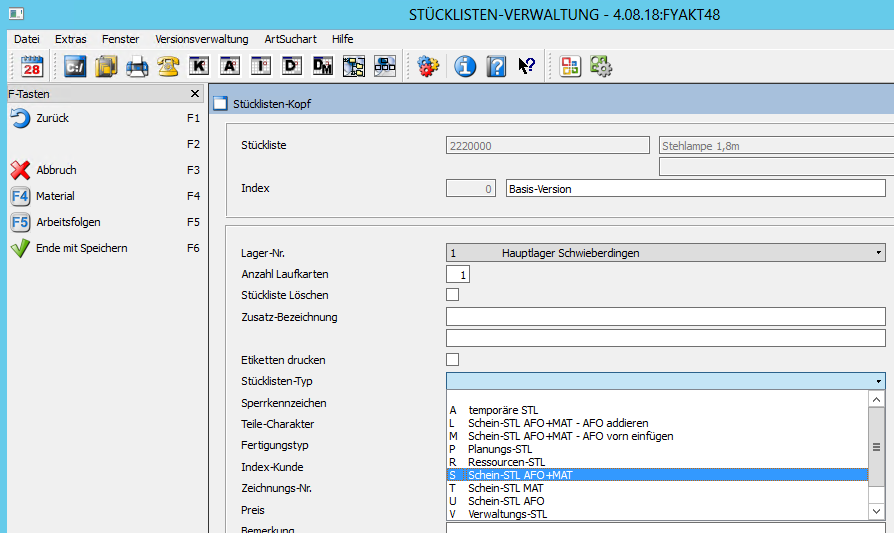
Bei den Scheinstücklisten gab es einige Erweiterungen. Es wurden neue Typen und zusätzliche Funktionen hinzugefügt.
Material-AFO-Zuordnung
Wird aus einer Scheinstückliste Material in die obere Ebene gezogen, bleibt die Zuordnung zur ursprünglichen Arbeitsfolge aus der Scheinstückliste erhalten, wenn diese auch hoch gezogen wird.
Einplanung ohne Arbeitsfolgen
Die Auftragseinplanung wurde so geändert, dass eine Einplanung auch möglich ist, wenn eine Stückliste ohne Arbeitsfolgen eingeplant werden soll.
Die Einplanung kann allerdings nur erfolgen, wenn innerhalb der Stückliste eine Scheinstückliste mit Arbeitsfolgen enthalten ist, so dass nach der Einplanung ein Arbeitsgang im eingeplanten Fertigungsauftrag vorhanden ist.
Kennzeichen AFO nicht hochziehen
Es gibt Arbeitsfolgen, die nur anfallen, wenn der Scheinstücklisten-Kopf selbst (z.B. als Ersatzteil) eingeplant werden muss. In den Arbeitsplänen gibt es nun in der Arbeitsfolge ein Kennzeichen „AFO nicht hochziehen“.
Kennzeichen MAT nicht hochziehen
Es gibt Materialpositionen, die nur benötigt werden, wenn der Scheinstücklisten-Kopf selbst (z.B. als Ersatzteil) eingeplant werden muss. Die Materialpositionen der Stückliste wurden aus diesem Grund um das Kennzeichen „MAT nicht hochziehen“ erweitert.
neuer Scheinstücklisten-Typ „M“ – AFOs vorn anfügen
Es gibt Anwendungsfälle, in denen die Arbeitsfolgen beim Hochziehen vorn an den vorhandenen Arbeitsplan angefügt werden müssen.
Das Material wird bei diesem Stücklistentyp immer hochgezogen.
neuer Scheinstücklisten-Typ „L“ – AFOs erweitern
Bei Scheinstücklisten mit Hochziehen der Arbeitsfolgen wurde je Schein-AFO eine neue Arbeitsfolge in der oberen Ebene hinzugefügt. Dies führte allerdings zu falschen terminlichen Aussagen, wenn es sich um den gleichen Arbeitsgang handelt, der am Stück bearbeitet wird.
Beim Hochziehen von AFOs wird bei diesem neuen Typ geprüft, ob es in der oberen Ebene bereits einen Arbeitsgang mit gleichem Arbeitsplatz und gleicher Arbeitsgang-Katalog-Nr. gibt.
Ist das der Fall, werden die Vorgabezeiten (TE) in der oberen Ebene hinzuaddiert. Die Rüstzeit der oberen Arbeitsfolge bleibt dabei unverändert.
Das Material wird in diesem Fall immer hoch gezogen und wird dem Arbeitsgang zugeordnet, auf dem die Summierung erfolgt ist.